▲ 热门点击:化工自动化控制系统|污水处理自动化控制系统|供水自动化控制设备|工业自动化控制改造|电气控制设计|自动化系统设计

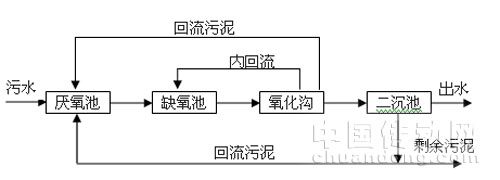
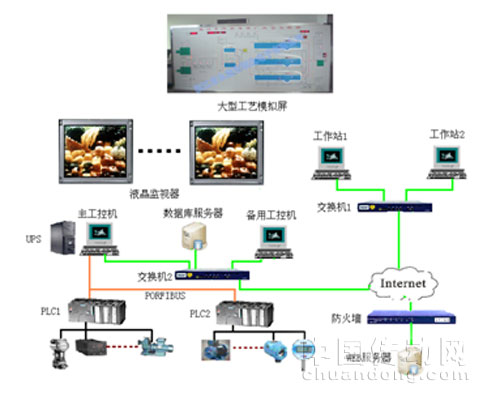
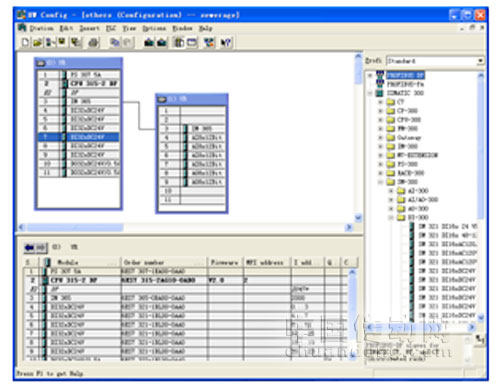
西门子PLC和WINCC在污水处理自动化监控系统
发布者:管理员 发布时间:2013-05-21 17:58:00 浏览次数:
|


化工自动化控制系统|污水处理自动化控制系统是公司的主打产品。我们不仅为客户提供优质的化工自动化控制系统|污水处理自动化控制系统,还为客户提供完善的售后技术,全国咨询热线:13621236650。
天创京控科技沧州有限责任公司-版权所有 地址:北京市万寿路南口金家村288号
手机:13621236650 电话:13621236650 传真:010-88252821 备案号:冀ICP备17015393号-1 沧州新星传媒独家提供网络支持
友情链接: 自动化系统设计师在线 化工自动化控制系统设计师 爱链网
手机:13621236650 电话:13621236650 传真:010-88252821 备案号:冀ICP备17015393号-1 沧州新星传媒独家提供网络支持
友情链接: 自动化系统设计师在线 化工自动化控制系统设计师 爱链网